
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Мы делаем модельную оснастку для любого типа и назначения отливок.
- Для литья в ПГС, формовки в опоках, под любые сплавы.
- Для литья в ХТС, под любые сплавы, безопочная формовка.
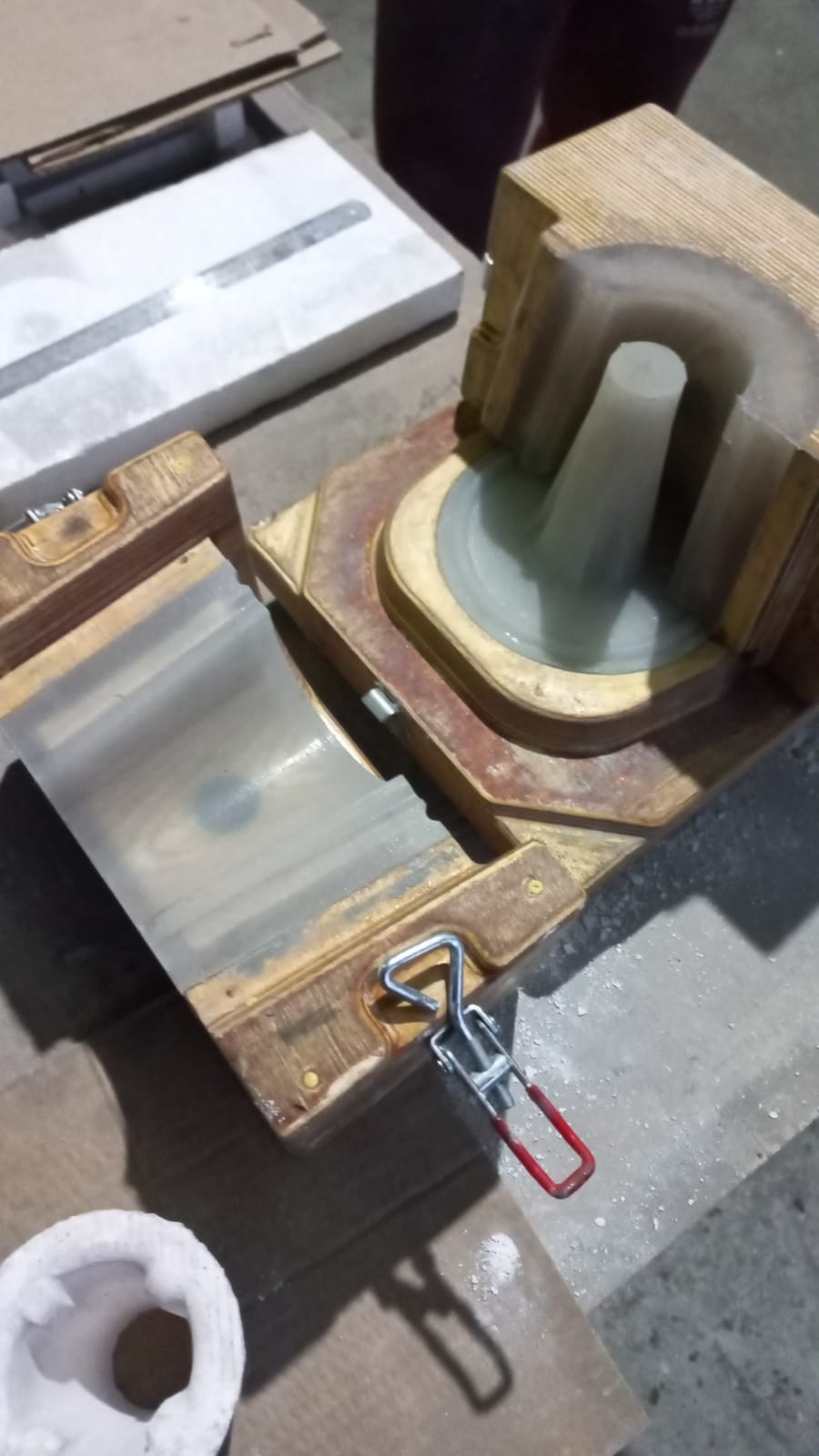
- Для литья в силиконовые формы.
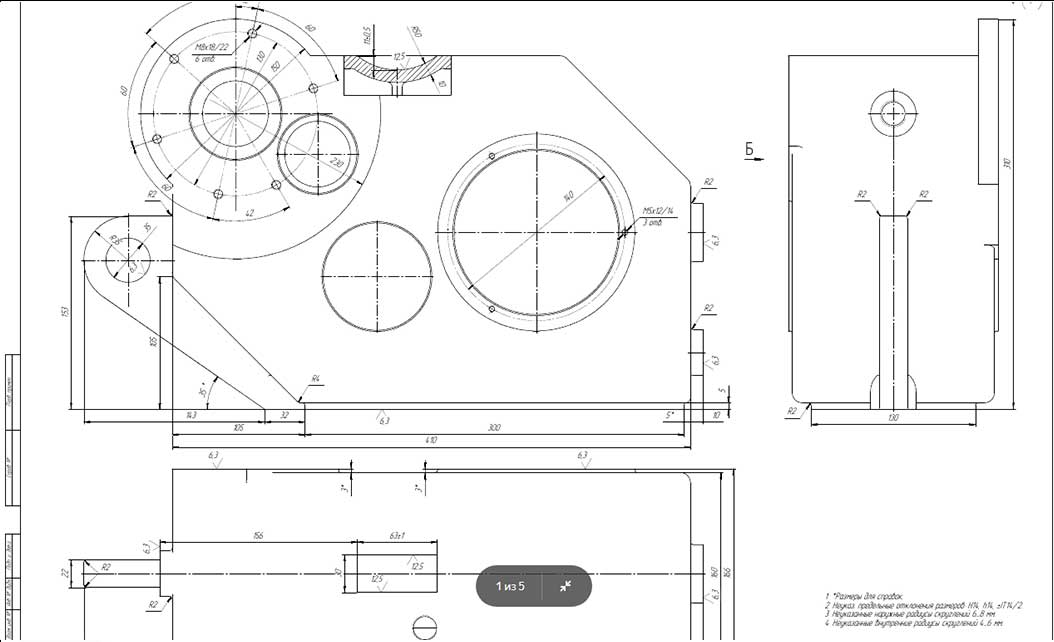
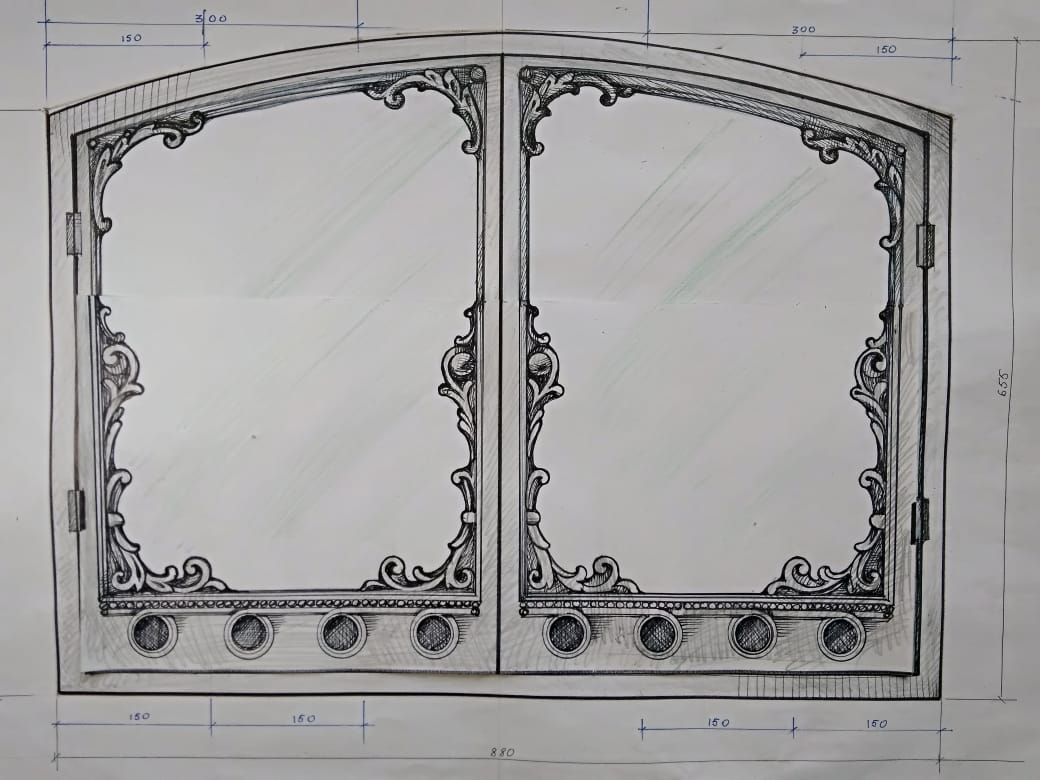
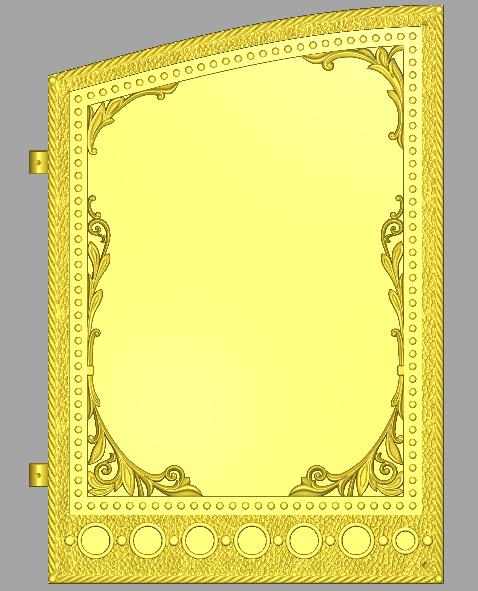
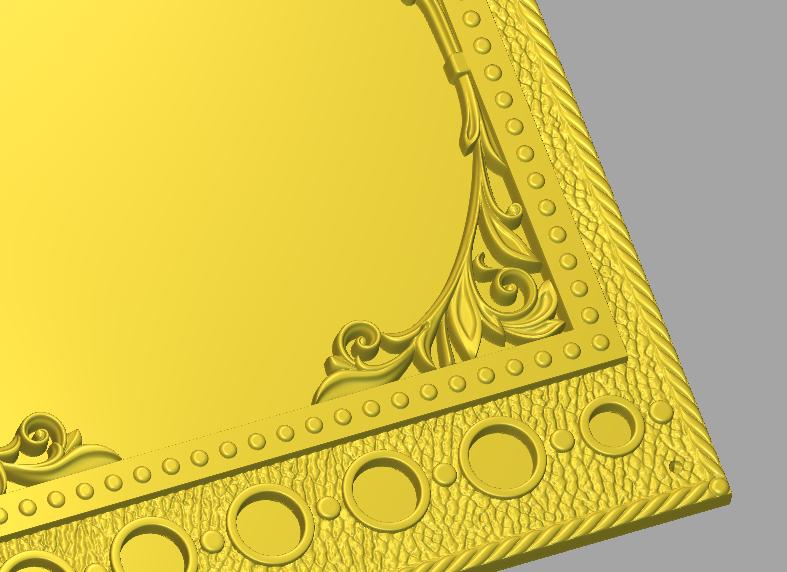
Прорисовка эскизов, создание чертежей из бумажного носителя в электронный вид в формате dwg, dxf, pdf, 3D моделирование. Черчение по заданию. Инженер-конструктор литейной оснастки для литья (ХТС, ПГС)
Модельная оснастка — это приспособления и инструменты, используемые для изготовления литейной формы, чтобы затем изготовить отливку. Процесс изготовления модельной оснастки начинается с создания чертежей и 3D моделей будущих изделий.
Изготовление модельной оснастки для литейного производства – это важный этап производства чугунных изделий. От качества модельной оснастки зависит качество и точность изделий, которые будут созданы. Поэтому процесс изготовления модельной оснастки требует высокой квалификации и опыта специалистов.
Мы способны обеспечить комплексный подход к решению вопросов по изготовлению и выбору оптимальных технологий. При заказе изготовления модельной оснастки для отливки, наши специалисты подготовят формы разной сложности, сделают расчет, исходя из состава сплава, адаптируют изделия под конкретные условия.